

滾光的基本原則
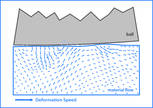
- 圖。1:物質流
輥磨光的主要目標是實現高品質的平滑的表面或表面與預先確定的表面光潔度。的一個或多個滾子或滾珠塑化和變形的工件的表面層。這個過程中使用時的目標是要么實現高品質的表面光潔度,或當一個預定義的表面光潔度不能通過加工來實現。請參考VDI政策2032,其中滾筒拋光和滾動之間也有差異進行解釋。 在接觸點上,拋光力產生在材料的邊緣區域中的接觸應力。如果此壓力低於材料的屈服強度越高,表面附近的材料開始流動。橫跨工件的表面的球或輥子的移動,在表面的峰被向下壓時,幾乎垂直,進入表面和材料,然後流入峰(圖1)之間的谷。將所得的光滑表面發生不是因為峰被彎曲到表面(一個廣泛接受,但錯誤的假設),但由於材料流動,消除了表面粗糙度。
幾乎所有進程的高品質表面製造可以通過滾輪拋光代替(如精車削,磨削(超精加工,lapgrinding等),拉毛,珩磨,拋光,摩擦)。這個證明過程需要相當的技術和經濟優勢,在平度區域R內表面? <10微米。
-
磨光的表面是特別在它的結構,並且可以被表徵為如下:
- 低粗糙度(RZ<1微米/ R 一 <0,1μm)或定義粗糙度。圓形表面輪廓。高表面承載比。減少摩擦和磨損。
- 通過冷加工提高硬度。
好處是:
- 短週期時間和消除建立和輔助處理時間。對於無論是傳統或CNC控制的機器使用。在一個完整的設定處理。去除沒有物質和不產生浪費。容易複製。低潤滑油的要求。低噪音。刀具壽命長。
- 通過刀具磨損沒有尺寸變化。